Важно обратить внимание


-
На что важно обратить особое внимание
Не все модели пригодны для 3D печати. Рассмотрим общие требования к моделям, разрабатываемым для печати на 3D принтере.
- 1. Первым и самым важным требованием является ЦЕЛОСТНОСТЬ ОБОЛОЧКИ (ПОВЕРХНОСТИ) модели. Другими словами, модель должна быть твердотельной. Рассмотрим следующий пример: создадим две сопряжённые поверхности (рис. 1).
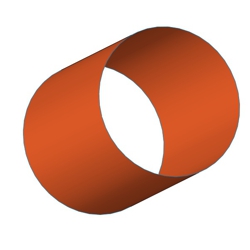
Рисунок 1 Такое тело состоит из поверхностей и является незамкнутым. Это означает, что данную модель напечатать нельзя! Чтобы запустить 3D печать изделия, необходимо придать поверхностям объём или толщину (рис. 2), либо замкнуть тело поверхностью (рис. 3).
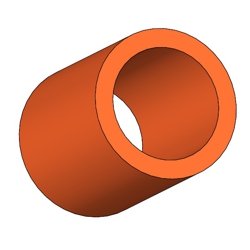
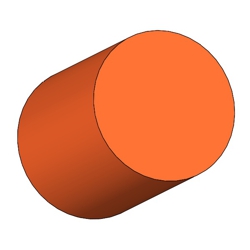
Рисунок 2 Рисунок 3 При построении модели или при конвертации файла в формат для печати, она будет представлена в виде множества полигонов (участков различной геометрической формы, в основном треугольники и параллелепипеды). Все полигоны должны составлять замкнутую объёмную поверхность, которая образует модель. При этом какие-либо полигоны не должны отсутствовать, разрывая общую поверхность (рис. 4.2).
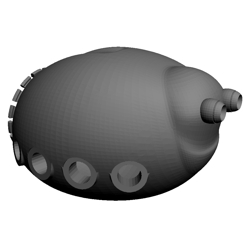
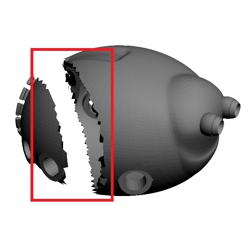
Рисунок 4.1 Рисунок 4.2 -
2. Также для 3D печати является недопустимым пересечение оболочек модели без объединения (рис. 5) и наложения полигонов друг на друга. Решением этой проблемы являются некоторые программные продукты, предназначенные для подготовки моделей к 3D печати и позволяющие «залатывать», удалять, объединять и проводить другие операции с оболочками. Для выбора подходящего программного приложения Вы можете задать запрос в строке интернет-поиска «программы для подготовки моделей к 3D печати».

Рисунок 5 Пересекаемые модели необходимо либо объединить, либо вычесть (рис. 6). При этом результатом объединения может быть как общий объём, так и непересекаемый.
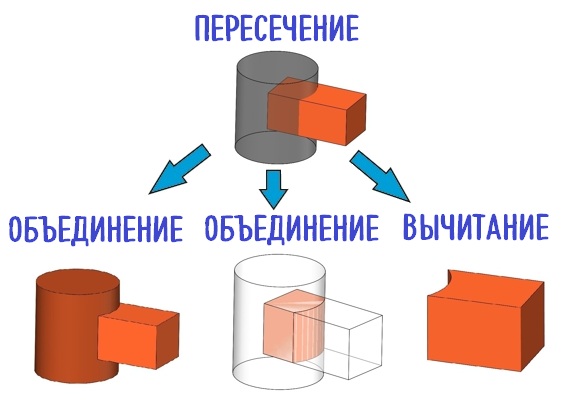
Рисунок 6 Наложение полигонов друг на друга тоже не допускается. Решением этих проблем являются некоторые программные продукты, предназначенные для подготовки моделей к 3D печати и позволяющие «залатывать», удалять, объединять и проводить другие операции с оболочками. Для выбора подходящего программного приложения Вы можете задать запрос в строке интернет-поиска «программы для подготовки моделей к 3D печати».
-
3. Еще одним серьезным требованием является отсутствие у модели касательных поверхностей и граней. Это требование обусловлено технологией печати. Говоря проще, расположенные вплотную друг к другу детали могут просто «слипнуться», но при этом они не образуют качественного соединения. Поэтому, если касательные части составляют единую модель для печати, лучше их объединить (рис. 7). В противном случае, соприкасающиеся части необходимо разделить с минимальной величиной отступа, предусмотренной для каждого конкретного материала.



Рисунок 7 Последнее требование особенно характерно для цельнопечатаемых механизмов и подвижных частей моделей. Если подвижный узел печатается в сборе, то необходимо следовать определенным рекомендациям при его создании. Во-первых, вы должны предусмотреть зазор для шарнирных узлов и между подвижными частями модели. Зазор индивидуально подбирается для каждого материала, что позволит узлу не «слипнуться» в процессе изготовления (рис. 8). Во-вторых, важно определить перед печатью способ извлечения неиспользуемого материала (порошка или вымываемой поддержки) из зазора между подвижными частями. Это можно выполнить, изготовив узел разборным с технологическими отверстиями или прорезями. Еще одна возможность для извлечения материала - выполнять соединения подвижных частей так, чтобы избежать больших по площади и замкнутых сопрягаемых поверхностей (рекомендации по минимальным величинам зазоров представлены в описании материалов).
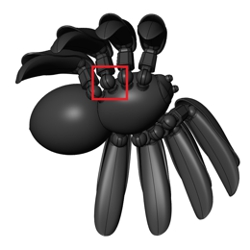
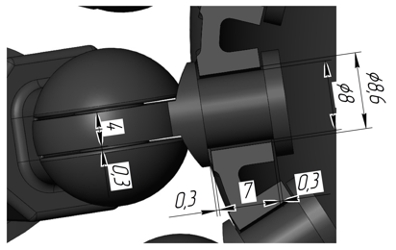
Рисунок 8
- 1. Первым и самым важным требованием является ЦЕЛОСТНОСТЬ ОБОЛОЧКИ (ПОВЕРХНОСТИ) модели. Другими словами, модель должна быть твердотельной. Рассмотрим следующий пример: создадим две сопряжённые поверхности (рис. 1).