Советы по 3D моделированию

- Предпечатная подготовка
-
Моделирование для 3D печати отличается от графического рисунка или, например, от трехмерного моделирования для видео. Есть несколько ключевых моментов, которые обязательно нужно учитывать, готовясь к конструированию своей 3D модели.
3D принтеры поддерживают определенные форматы файлов
Сегодня для печати моделей на 3D принтерах чаще всего используют форматы файлов .STL (для печати бесцветных и одноцветных моделей) и .WRL (для печати цветных моделей). При этом создавать модели можно в любой удобной и знакомой графической программе, поддерживающей конвертацию в файлы формата .STL, .WRL и др.
3D печать выполняется только при условии отсутствия ошибок в модели
К ограничениям модели, которые способны повлиять на качество результата или препятствовать 3D печати в целом, относятся разнообразные характеристики: толщина стенок, особенность конструкции, геометрия, цветопередача (в случае с цветными моделями) и др. Эти характеристики могут не являться ошибочными в 3D моделях, которые вы привыкли создавать для визуализации. Тем не менее, в случае с 3D печатью они станут решающими. В следующем разделе вы можете подробно ознакомиться с основными требованиями к 3D моделям для печати.
- На что важно обратить особое внимание
-
Не все модели пригодны для 3D печати. Рассмотрим общие требования к моделям, разрабатываемым для печати на 3D принтере.
1. Первым и самым важным требованием является ЦЕЛОСТНОСТЬ ОБОЛОЧКИ (ПОВЕРХНОСТИ) модели.
Другими словами, модель должна быть твердотельной.Рассмотрим следующий пример: создадим две сопряжённые поверхности (рис. 1).
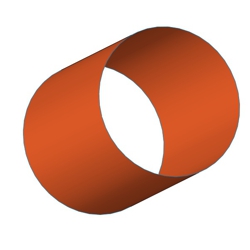 Рисунок 1
Рисунок 1Такое тело состоит из поверхностей и является незамкнутым. Это означает, что данную модель напечатать нельзя! Чтобы запустить 3D печать изделия, необходимо придать поверхностям объём или толщину (рис. 2), либо замкнуть тело поверхностью (рис. 3).
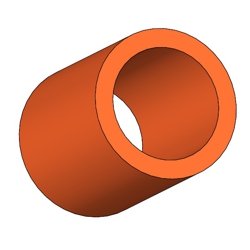 Рисунок 2
Рисунок 2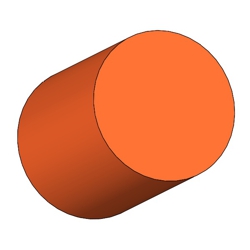 Рисунок 3
Рисунок 3При построении модели или при конвертации файла в формат для печати, она будет представлена в виде множества полигонов (участков различной геометрической формы, в основном треугольники и параллелепипеды). Все полигоны должны составлять замкнутую объёмную поверхность, которая образует модель. При этом какие-либо полигоны не должны отсутствовать, разрывая общую поверхность (рис. 4.2).
<img alt="" data-cke-saved-src="/media/content/2013/11/29/4.1.jpg" src="/media/content/2013/11/29/4.1.jpg" "="">Рисунок 4.1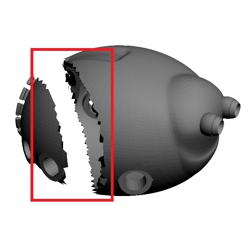 Рисунок 4.2
Рисунок 4.22. Также для 3D печати является недопустимым пересечение оболочек модели без объединения (рис. 5) и наложения полигонов друг на друга.
Решением этой проблемы являются некоторые программные продукты, предназначенные для подготовки моделей к 3D печати и позволяющие «залатывать», удалять, объединять и проводить другие операции с оболочками. Для выбора подходящего программного приложения вы можете задать запрос в строке интернет-поиска «программы для подготовки моделей к 3D печати».
 Рисунок 5
Рисунок 5Пересекаемые модели необходимо либо объединить, либо вычесть (рис. 6). При этом результатом объединения может быть как общий объём, так и непересекаемый.
Рисунок 6Наложение полигонов друг на друга тоже не допускается. Решением этих проблем являются некоторые программные продукты, предназначенные для подготовки моделей к 3D печати и позволяющие «залатывать», удалять, объединять и проводить другие операции с оболочками. Для выбора подходящего программного приложения Вы можете задать запрос в строке интернет-поиска «программы для подготовки моделей к 3D печати».
3. Еще одним серьезным требованием является отсутствие у модели касательных поверхностей и граней.
Это требование обусловлено технологией печати. Говоря проще, расположенные вплотную друг к другу детали могут просто «слипнуться», но при этом они не образуют качественного соединения. Поэтому, если касательные части составляют единую модель для печати, лучше их объединить (рис. 7). В противном случае, соприкасающиеся части необходимо разделить с минимальной величиной отступа, предусмотренной для каждого конкретного материала.

 Рисунок 7
Рисунок 7
Последнее требование особенно характерно для цельнопечатаемых механизмов и подвижных частей моделей. Если подвижный узел печатается в сборе, то необходимо следовать определенным рекомендациям при его создании.
Во-первых, вы должны предусмотреть зазор для шарнирных узлов и между подвижными частями модели. Зазор индивидуально подбирается для каждого материала, что позволит узлу не «слипнуться» в процессе изготовления (рис. 8).
Во-вторых, важно определить перед печатью способ извлечения неиспользуемого материала (порошка или вымываемой поддержки) из зазора между подвижными частями. Это можно выполнить, изготовив узел разборным с технологическими отверстиями или прорезями. Еще одна возможность для извлечения материала - выполнять соединения подвижных частей так, чтобы избежать больших по площади и замкнутых сопрягаемых поверхностей (рекомендации по минимальным величинам зазоров представлены в описании материалов).
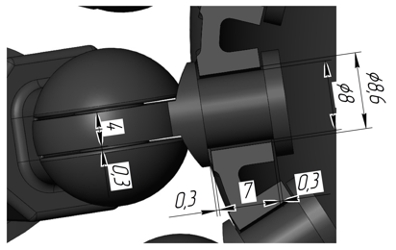 Рисунок 8
Рисунок 8
- Советы по моделированию
-
Для чего необходимо соблюдать минимальную толщину стенки, и как определить, что она выбрана верно.
Важной особенностью для 3D печати модели является ее правильная конструкция. Это означает, что модель должна быть верно геометрически сконструирована, чтобы успешно напечатать готовое изделие.
Одно из основных требований к конструкции - это необходимость в соблюдении минимальной толщины стенок модели, ее элементов (рис. 1). В первую очередь, минимальная толщина зависит от используемого материала и способа печати (об этом можно прочитать ниже в разделе «Описание свойств материалов»). Конечно, использование минимальной толщины стенок моделей допускается, но не рекомендуется.
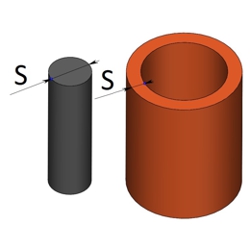 Рисунок 1
Рисунок 1С описанным требованием связан целый ряд рекомендаций к конструкции, о которых пойдет речь дальше.

 Рисунок 5
Рисунок 5- Толщина стенок и конструктивных элементов модели должна быть достаточной, для того чтобы выдерживать определенные нагрузки в рамках выполнения функциональных требований, возложенных на модель. Для выставочных образцов, для декорации или демонстрации прототипов изделий толщина стенки может составлять 2-3 минимальные величины. Для функциональных (работающих) моделей толщина должна быть достаточной для работы изделия и рассчитываться в зависимости от использованного материала (рис. 2).
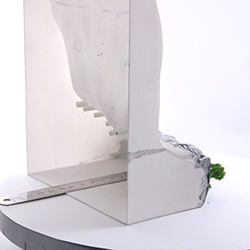 Рисунок 2
Рисунок 2 - Рекомендуется соблюдать пропорциональное соотношение длины и толщины модели, примерно равное 10:1. Основываясь на производственном опыте изготовления различных изделий, увеличенное соотношение возможно, но не рекомендуется. В случае увеличения этого соотношения возрастает вероятность поломки изделия при обработке, транспортировке и использовании. Строго говоря, геометрическое соотношение частей модели должно соответствовать функциональному, прочностному и эстетическому предназначению изделия (рис. 3).

 Рисунок 3
Рисунок 3 - Не рекомендуется использование больших тонких не поддерживаемых поверхностей из-за возможного искривления этих поверхностей при изготовлении модели (рис. 4).
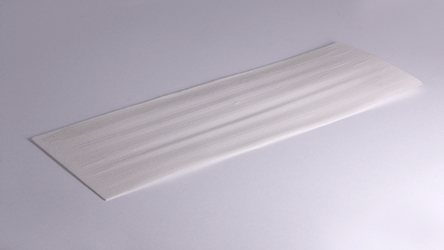 Рисунок 4
Рисунок 4 - Весьма важна детализация выполнения модели. Необходимо помнить, что при масштабировании модели уровень её детализации будет прямо пропорционален её размеру. Другими словами, некоторые элементы модели, которые хорошо воспроизводятся на изделиях большого размера, не пропечатаются на уменьшенной версии, поэтому их необходимо просто исключать или изменять. В связи с этим, масштабирование при печати на 3D принтерах важно применять аккуратно и отдельно готовить любую модель к печати, задавая ее размеры каждый раз, когда запланирована печать.
- Избегайте выполнять на моделях острые углы менее 10°, поскольку они могут быть подвержены поломкам.
- Если готовое изделие будет подвержено дополнительной обработке (например, полировке, механической обработке, покраске и др.), необходимо учитывать, что острые кромки, тонкие и мелкие элементы могут быть скруглены, деформированы или просто отломлены (рис. 5).
- Толщина стенок и конструктивных элементов модели должна быть достаточной, для того чтобы выдерживать определенные нагрузки в рамках выполнения функциональных требований, возложенных на модель. Для выставочных образцов, для декорации или демонстрации прототипов изделий толщина стенки может составлять 2-3 минимальные величины. Для функциональных (работающих) моделей толщина должна быть достаточной для работы изделия и рассчитываться в зависимости от использованного материала (рис. 2).
- Оптимизация конструкции
-
Как оптимизировать конструкцию модели для повышения качества 3D печати
- Модель для 3D печати должна быть обеспечена такой конструкцией, чтобы готовое изделие сохраняло прочность и устойчивость без дополнительной поддержки. Другими словами, форма модели должна включать несущие элементы (например, цилиндр, рама, рёбра жёсткости и т.д.). Это позволит увеличить прочность готового изделия и уменьшить объём используемого материала.
- При изготовлении деталей сборной конструкции необходимо предусмотреть зазор между сопрягаемыми поверхностями, чтобы свести к минимуму механическую доработку готовых изделий перед сборкой (рис. 1). Если же изделие должно быть точно установлено и зафиксировано, рекомендуется делать размеры сопрягаемых элементов с небольшим припуском, который впоследствии удаляется механическим путём.

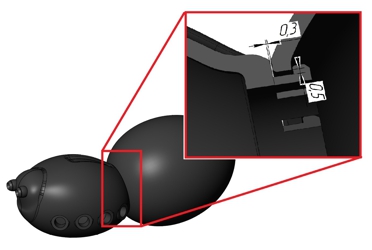 Рисунок 1
Рисунок 1 - Крупногабаритные и объёмные детали рекомендуется выполнять полыми, с отверстиями для удаления неиспользованного материала (рис. 2). Это позволит в значительной степени снизить стоимость изделия. Кроме этого, при печати крупногабаритного изделия рекомендуется создавать составную модель из нескольких частей для удобства изготовления.

 Рисунок 2
Рисунок 2 - Также необходимо обращать внимание на минимальные размеры отверстий, элементы текста и мелкого декора (рис. 3). В этом отношении рекомендации индивидуальны для каждого материала. Подробнее ознакомиться с требованиями к моделям относительно используемого материала можно в разделе «Описания свойств материалов».
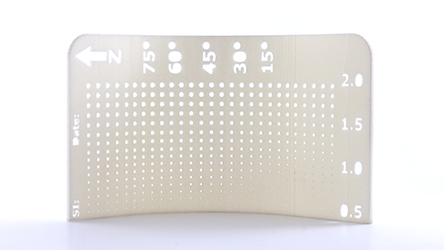 Рисунок 3
Рисунок 3
- Свойства материалов
-
Выбор материала для 3D печати должен основываться на его технических свойствах и особенностях планируемого использования готовой модели. Prototypster может предложить три различных способа 3D печати моделей, и, в зависимости от этого, вы можете выбрать материал:
- Лазерное спекание полиамидного порошка (SLS);
- Струйная печать УФ-отверждаемым полимером (PolyJet);
- Полноцветная струйная печать по гипсовому порошку (Z Corp).
1. Лазерное спекание полиамидного порошка (SLS)
Свойства материала
(http://eos.materialdatacenter.com/eo/standard/main/ds/212050)
Белый порошок PA 2200 на основе полиамида 12. Предназначен для разнообразного применения и обладает сбалансированным набором свойств.
- Многоцелевой материал
- Высокая прочность и жесткость
Механические свойства Значение Единицы измерения Модуль упругости при растяжении 1700 МПа Прочность на разрыв 50 МПа Деформация при разрыве 20 % Ударная вязкость по Шарпи 53 кДж /м² Ударная прочность (+23°C) 4,8 кДж /м² Модуль упругости при изгибе (23°C) 1500 МПа Ударная вязкость зубчатый (23°C) 4,4 кДж /м² Температура размягчения 163 °C Температура плавления 176 °C Твердость по Шору (15сек) 75 - - хорошая химическая стойкость
- долговечность
- высокая детализация печати
- хорошая обрабатываемость и адгезия с красящими веществами
- биологическая совместимость в соответствии с EN ISO 10993-1 и USP / уровень VI/121 ° C
- одобрен для контакта с пищевыми продуктами (исключение: высоко алкогольные продукты)
- Плотность 930 кг/м3.
- Цвета: белый, красный, синий, жёлтый, зелёный, чёрный, коричневый, оранжевый.
- Точность изготовления 0.1 мм.
- Минимальная толщина стенки (элемента) 0,8 мм.
- Минимальный зазор между подвижными частями 0,5мм на одну сторону.
- Минимальный размер отверстия и паза 0,5 мм.
- При толщине материала до 2 мм – пропускает воду. Исправляется – нанесением грунта или краски.
- Максимальные размеры модели 190 мм х 240 мм х 310 мм.
- Используемый формат: .STL.
Рекомендации по использованию
Изделия из полиамида обладают наибольшей прочностью, износостойкостью и упругостью из представленных материалов. Полиамид прекрасно подходит для выполнения функциональных рабочих моделей механизмов, корпусов приборов и оборудования, испытательных образцов и прототипов, а также дизайнерских аксессуаров и предметов интерьера и обихода. Медицинское применение. Также позволяет выполнять упругие детали и элементы типа пружины, цанги, защёлки и др. Особый интерес представляет для изготовления цельнопечатаемых (разборных и неразборных) механизмов и узлов. Может заменять детали, выполненные литьём.
Качество поверхности. Поверхность изделия получается слегка шероховатой (в промежутке Ra6,3 ÷ Ra12,5). В местах уклонов и скосов наблюдаются ступеньки спекаемого материала величиной равной толщине слоя спекания.
Рекомендуется выполнять изделие полым, по возможности, для снижения стоимости.
Имеется возможность грунтовки, покраски и полировки.
2. Струйная печать УФ-отверждаемым полимером (PolyJet)
Свойства материала
(http://www.2objet.ru/materials/fullcure-720-transparent/spec/)
FullCure Transparent - это специальный материал, разработанный для 3D систем Objet, использующих технологию PolyJet. Полупрозрачный фотополимер на основе акрила FullCure Transparent подходит для широкого спектра твердых моделей, особенно, если необходимо видеть, как их наполняет жидкость или видеть внутренние детали модели. С ним используется материал поддержки FullCure Support.
Механические свойства Значение Единицы измерения Модуль упругости 2,87 МПа Предел прочности на разрыв 60,3 МПа Относительное удлинение при разрыве 20 % Ударная вязкость по Изоду (образец с надрезом) 21,3 кДж /м Предел прочности при сжатии 84,3 МПа Модуль изгиба 1,718 МПа Прочность на изгиб 75,8 МПа Твердость по Шору (15сек) 83 -- Твердость по Роквеллу 81 -- Температура размягчения 48,7 °С Зольность < 0.01 % Водопоглощение 1,53 % - цвета (после окраски): черный, красный, синий, желтый, зеленый, серый.
- высокая прочность и ударная вязкость.
- точность изготовления 0.1 мм.
- минимальная толщина стенки (элемента) 0,8 мм.
- минимальный зазор между подвижными частями 0,2 мм на сторону.
- минимальный размер отверстия и паза 0,2 мм.
- водонепроницаемый, но при контакте с водой становиться менее прочным.
- хорошая обрабатываемость и адгезия с красящими веществами.
- максимальные размеры модели 250 мм х 250 мм х200 мм.
- используемый формат: .STL, .SLC
Рекомендации по использованию
Обладает хорошими прочностными характеристиками. Имеет более высокую точность изготовления за счёт меньшей толщины слоёв нанесения материала. Отличается лучшим качеством поверхности и гарантирует полную водонепроницаемость по сравнению с полиамидом. Подходит для изготовления светопрозрачных конструкций, корпусов приборов и оборудования, слабо нагруженных деталей и элементов конструкции. Также широко применяется в лабораторном и специальном оборудовании, дизайнерских решениях и повседневном обиходе.
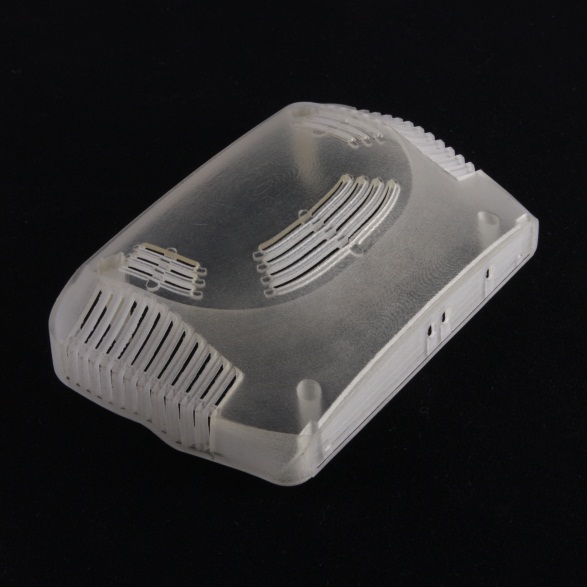
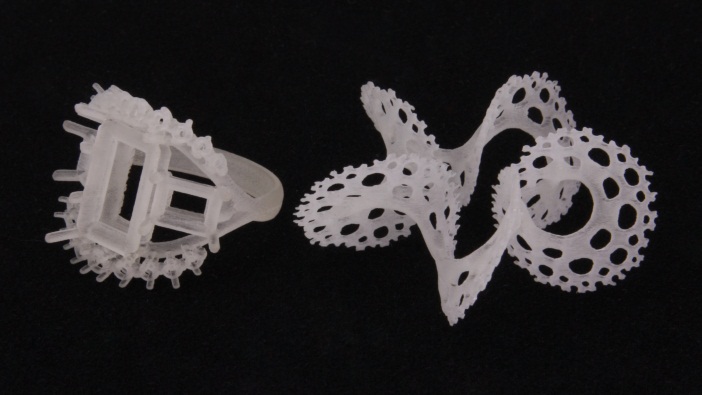 Рисунок 1
Рисунок 1При выполнении изделия полым или при наличии закрытых полостей рекомендуется выполнять достаточно большие технологические отверстия (не менее 6 мм - 8 мм в диаметре).
3. Полноцветная печать гипсовым порошком со связующим полимером
Свойства материала
- Цвета: 16,7 миллионов цветов, разрешение составляет 600 х 540 точек на дюйм.
- Точность изготовления 0.2 мм.
- Теплостойкость до 60°С.
- Низкая прочность, увеличивается после дополнительной обработки.
- Минимальная толщина стенки (элемента) 2 - 3 мм.
- Минимальный размер отверстия и паза 1 мм.
- Боится воды. Решение – пропитка специальными веществами.
- Максимальные размеры модели 200 мм х 380 мм х 250 мм.
- Используемый формат: .STL, .WRL (.VRML).

 Рисунок 1
Рисунок 1Рекомендации по использованию
Гипс - наиболее хрупкий материал 3D печати, но при этом самый дешёвый, простой и позволяет печатать полноцветные изделия. Это является его главным преимуществом. Хорошо подходит для создания моделей для презентаций дизайнерских решений и прототипов, а также - предметов интерьера и оригинальных подарочных изделий. Не рекомендуется применять для подвижных частей и механизмов. Является достаточно хрупким материалом, поэтому после печати проходит дополнительную обработку – пропитку специальными смолами. Боится воды.
Качество поверхности. Поверхность шероховатая матовая Rz3.2 - Rz6,3. Наблюдаются слабовыраженные уступы в местах уклонов и скосов.
- Форматы файлов
-
Как сохранить модель в формате файла подходящем для 3D печати
Чтобы модель подходила для 3D печати необходимо использовать определенные форматы файлов, применяемые для конкретных принтеров и технологий. Этот раздел подскажет вам, как правильно выбрать и сохранить необходимый формат файла.
Сегодня для печати моделей на 3D принтерах чаще всего используют форматы файлов .STL (для печати бесцветных и одноцветных моделей) и .WRL (для печати цветных моделей). При этом создавать модели можно в любой удобной и знакомой графической программе, поддерживающей конвертацию в файлы формата .STL, .WRL и др.
В настоящий момент наш сервис PROTOTYPSTER.RU поддерживает следующие форматы загружаемых моделей, это STL, PLY, OBJ, 3DS, VRML2/97. Однако, это не означает, что создавать модели необходимо именно в этих форматах. Модель можно сконструировать в любой программе по 3D моделированию, в которой вам комфортно работать и можно экспортировать файлы в рекомендуемые форматы для 3D печати. Тем не менее, с этим связаны небольшие, но не всегда легко разрешимые проблемы.
Первым ограничением является то, что 3D-принтеры поддерживают всего три рабочих формата файлов. Из них предпочтительными являются только два – это STL и VRML2/97 (.wrl). Остальные форматы также можно загружать на сайт, но в процессе подготовки к печати они будут сконвертированы в предпочтительные. Поэтому, во избежание лишних неприятностей и ошибок, старайтесь сразу в процессе моделирования сохранять модели в нужном формате.
Что представляют собой форматы файлов для 3D печати
PLY – компьютерный формат файла известный как Polygon File Format или Stanford Triangle Format. Формат, главным образом, предназначен для хранения трехмерных данных с 3D-сканеров. Он поддерживает сравнительно простое описание одного объекта в виде плоских многоугольников. В формате PLY можно сохранить различные свойства модели: цвет и прозрачность, нормали к поверхности, координаты текстуры и достоверности данных значений. Формат позволяет сочетать разные свойства передней и задней частей полигона.
3DS – 3D формат изображения, используемый Autodesk 3D Studio; содержит данные о сетке, материальные атрибуты, растровые ссылки, сглаженные данные группы, конфигурации области просмотра, расположения камеры и информацию об освещении; также может содержать данные по анимации трехмерных объектов. Состоит из блоков или фрагментов данных, включающих в себя описание идентификатора и размерности. Фрагменты данных хранят в себе формы, освещение и информацию о просмотре, что в совокупности представляет собой трехмерный вид модели. ПРИМЕЧАНИЕ: 3DS – устаревший формат, в последующих более новых версиях ПО 3ds Max используется новый . MAX.
OBJ – это формат файлов описания геометрии, разработанный в Wavefront Technologies для их анимационного пакета Advanced Visualizer. Формат файла является открытым, был принят другими разработчиками приложений 3D графики и может быть экспортирован/импортирован в e-Frontier's Poser, Maya, XSI, Blender, MeshLab, Misfit Model 3D, 3D Studio Max и Rhinoceros 3D, Hexagon, CATIA, Newtek Lightwave, Art of Illusion, Modo, Cinema 4D, Zanoza Modeller и т. д. В основном, это общепринятый формат.
Формат файлов OBJ — это простой формат данных, который содержит только 3D геометрию, а именно: позицию каждой вершины, связь координат текстуры с вершиной, нормаль для каждой вершины и параметры, которые создают полигоны.
STL (от англ. stereolithography) — формат файла, широко используемый для хранения трехмерных моделей объектов для использования в технологиях быстрого прототипирования, обычно, методом стереолитографии. Информация об объекте хранится как список треугольных граней, которые описывают его поверхность, и их нормалей. STL-файл может быть текстовым (ASCII) или двоичным.
Поддерживается большинством программ и приложений. Является бесцветным и несёт информацию о поверхности объекта. Качество поверхности объекта прототипирования зависит от количества полигонов, из которых состоит поверхность.
VRML – это текстовый формат файлов, где, например, вершины и грани многогранников могут быть указаны вместе с цветом поверхности, текстурами, блеском, прозрачностью и так далее. VRML-файлы обычно называются мирами и имеют расширение .wrl (например: island.wrl). Хотя VRML-файлы используют текстовый формат, они часто подлежат сжатию с использованием алгоритма компрессии gzip для того, чтобы их можно было передавать по сети за меньшее время.
Понятие VRML было введено Дэйвом Раджеттом (Dave Raggett) в документе представленом на Первой Международной Конференции по Всемирной Паутине (1994 году). VRML достиг вершины популярности после выхода VRML 2.0 в 1997 году, когда он стал использоваться на некоторых персональных страницах и сайтах, в основном для 3D-чатов. В настоящее время широко применяется в прототипировании для 3D-печати.
Существует два типа файлов – это VRML и VRML2/97. Большинство программ поддерживает сохранения как в первый, так и во второй формат. Однако некоторые программы не имеют такого разделения и сохраняют расширение .wrl без указания типа формата. Об этом необходимо помнить, так как 3D-принтеры поддерживают только формат VRML2/97.
STL PLY 3DS OBJ WRML 97/2 Геометрия ✓ ✓ ✓ ✓ ✓ Цвет ✓ ✓ ✓ ✓ Текстура ✓ ✓ ✓ STL PLY 3DS OBJ WRML 97/2 3DS Max ✓ ✓ ✓ ✓ Blender 2.69 ✓ ✓ ✓ ✓ ✓ Solid Works ✓ ✓ NX6 ✓ ✓ Компас 3D ✓ ✓
- Работаем в программе Blender
-
Blender — свободный пакет для создания трёхмерной компьютерной графики, включающий в себя средства моделирования, анимации, рендеринга, постобработки видео, а также создания интерактивных игр.
Мы будем демонстрировать работу программы на примере Blender 2.69
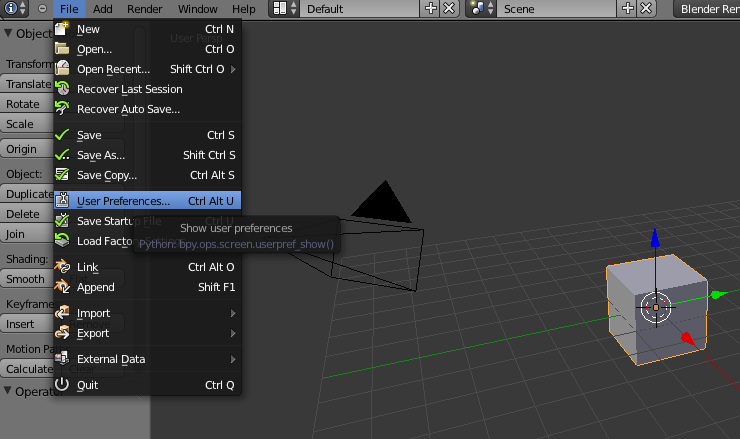
Для начала мы опишем, как русифицировать программу: для этого проходим File – User Preferences.
В открывшемся окне ставим галочку напротив International Fonts.
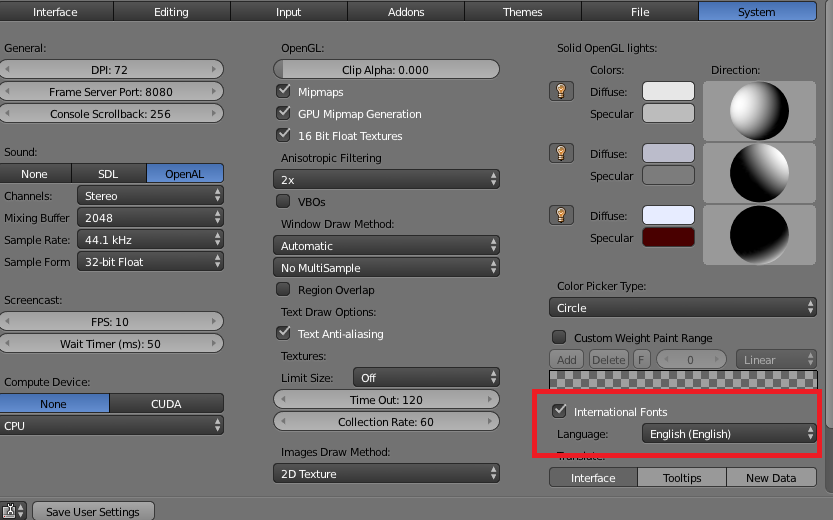
Выбираем Russian (Русский язык).
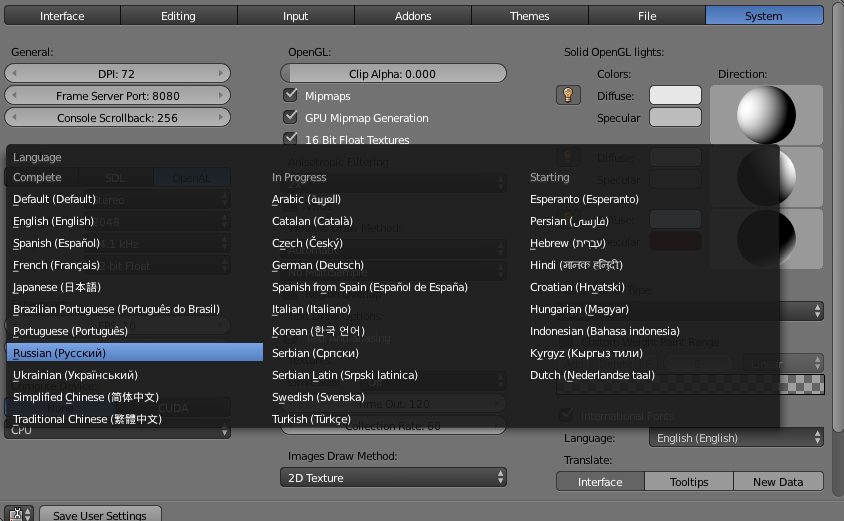
Нажимаем кнопку "Сохранить настройки". И закрываем окно. Если язык интерфейса не сменился – перезапустите программу.
В инструкции мы не будем описывать работу в программе, на эту тему существует достаточно много уроков и рекомендаций в интернете. Мы затронем вопрос правильного конвертирования в рабочие форматы для 3D-печати.
Как уже было сказано нас интересует два формата сохранения файлов STL и VRML2/97. Если вы хотите напечатать не цветное изделие или окрашенное после то, смело пользуйтесь STL форматом. Делается это следующим образом:
Во-первых, модель должна быть полностью подготовлена к печати, в соответствии с рекомендациями описанными здесь.
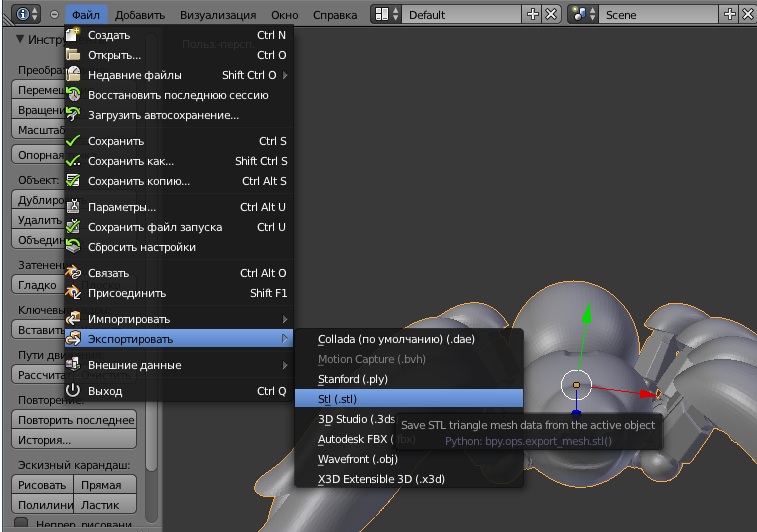
Затем в верхнем меню во вкладке "Файл" переходим в раздел "Экспортировать" и выбираем формат Stl (.stl).
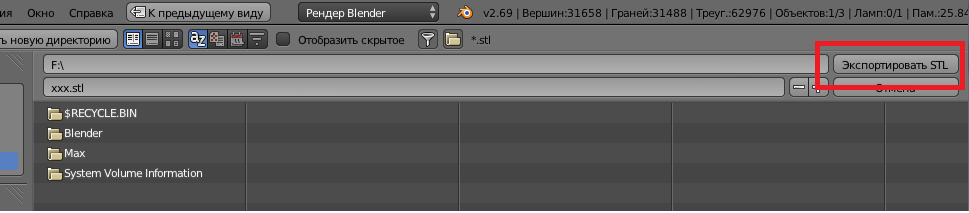
После этого появится окно, где необходимо указать место и имя сохраняемого файла, после чего нажать кнопку "Экспортировать STL"
Если вы хотите напечатать полноцветную модель, возникает небольшая проблема – Blender не конвертирует файлы в VRML формат. Но это не беда. Blender поддерживает формат 3DS и OBJ. Экспортирование модели происходит аналогично STL формату. Но при открытии модель получается цветной. 3DS и OBJ файлы несут геометрию, а текстуры расположены в сопутствующих файлах «картинках». В данный момент наш сайт не поддерживает загрузку папок и архивов. Поэтому при загрузке файла OBJ и 3DS на сайт, отображаться будет только геометрия модели без цвета. (Архив с файлами можно выслать по почте, и мы его обработаем)
- Работаем в программе 3DS MAX
-
Autodesk 3ds Max (ранее 3D Studio MAX) — полнофункциональная профессиональная программная система для создания и редактирования трёхмерной графики и анимации, доразработанная компанией Autodesk. Содержит самые современные средства для художников и специалистов в области мультимедиа.
Рассмотрим вариант экспортирта модели из 3DS Max в WRML97. В первую очередь необходимо открыть или создать модель в программе.
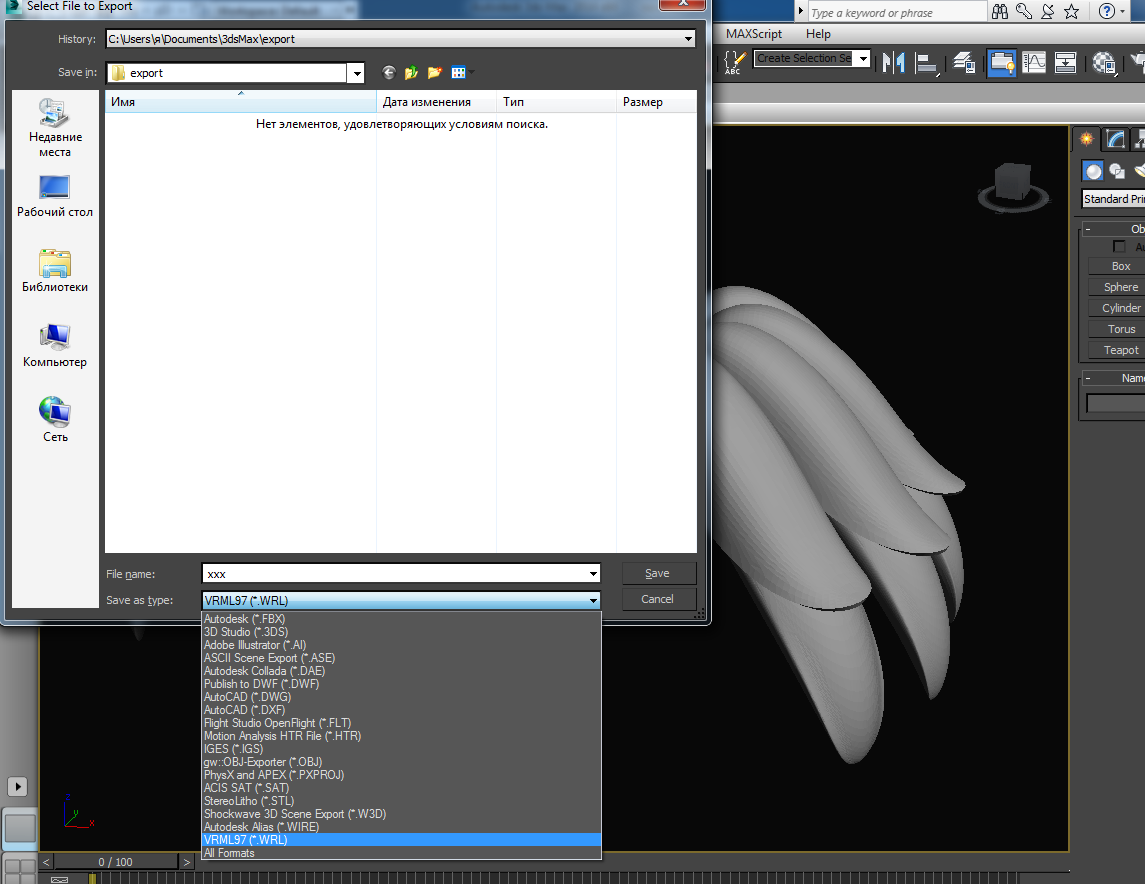
Затем в верхнем меню выбрать вкладку "File" и выбрать "Export"
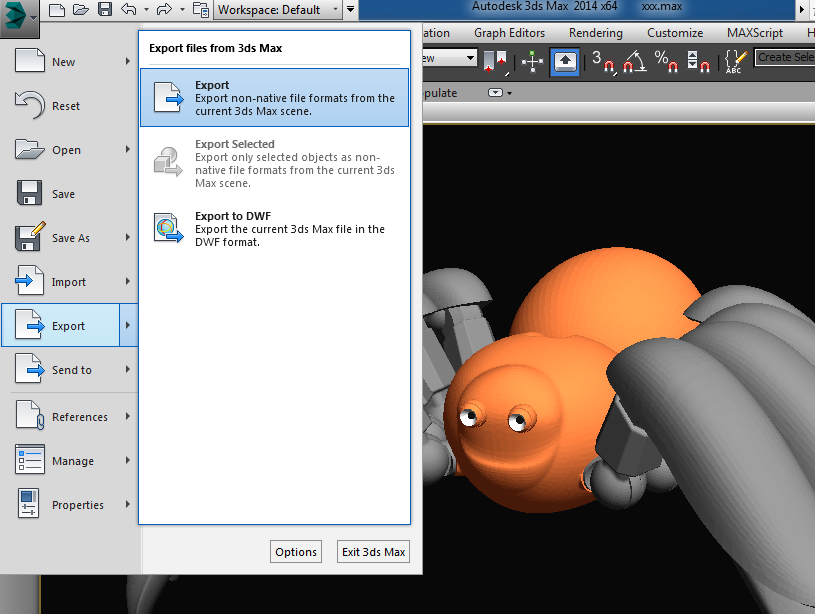
В появившемся диалоговом окне указываем папку сохранения, название файла, расширение и нажимаем кнопку "Save".
После нажатия кнопки появится окно с параметрами сохранения.
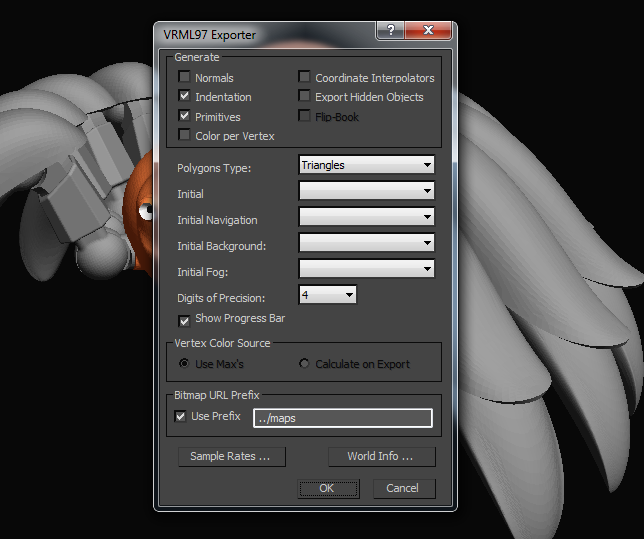
Аналогичным образом выполняется экспорт в любые другие форматы, например STL.
- Работаем в программе SolidWorks
-
SolidWorks – система автоматизированного проектирования, инженерного анализа и подготовки производства изделий любой сложности и назначения. Она представляет собой программу с инструментарием, предназначенным для автоматизации проектирования сложных изделий в машиностроении и других областях промышленности.
SolidWorks обрела популярность благодаря простому интерфейсу и сегодня является одной из самых распространенных инженерных программ, поэтому мы не могли обойти ее нашим вниманием.
Перед экспортом модели в нужный формат, его необходимо проверить на ошибки, описанные в инструкции "На что важно обратить особое внимание". Для оптимального экспорта моделей уделите время цельнопечатаемым механизмам – проверьте зазоры, касания и т.д. Если модель является цельной, но состоит из различных частей (создана в "Сборке"), рекомендуем объединить все элементы в один и сохранить её как деталь "Part".
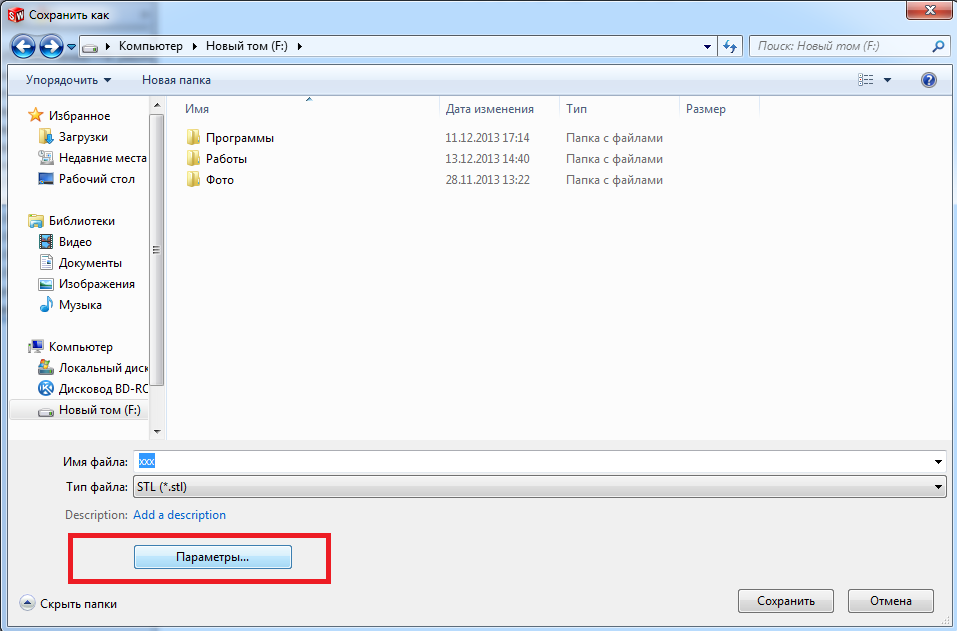
Для этого в разделе "Файл" перейдите по вкладке "Сохранить как". В появившемся окне укажите имя файла, место сохранения и расширение. Дополнительно поставьте галочку в строке "Все компоненты".
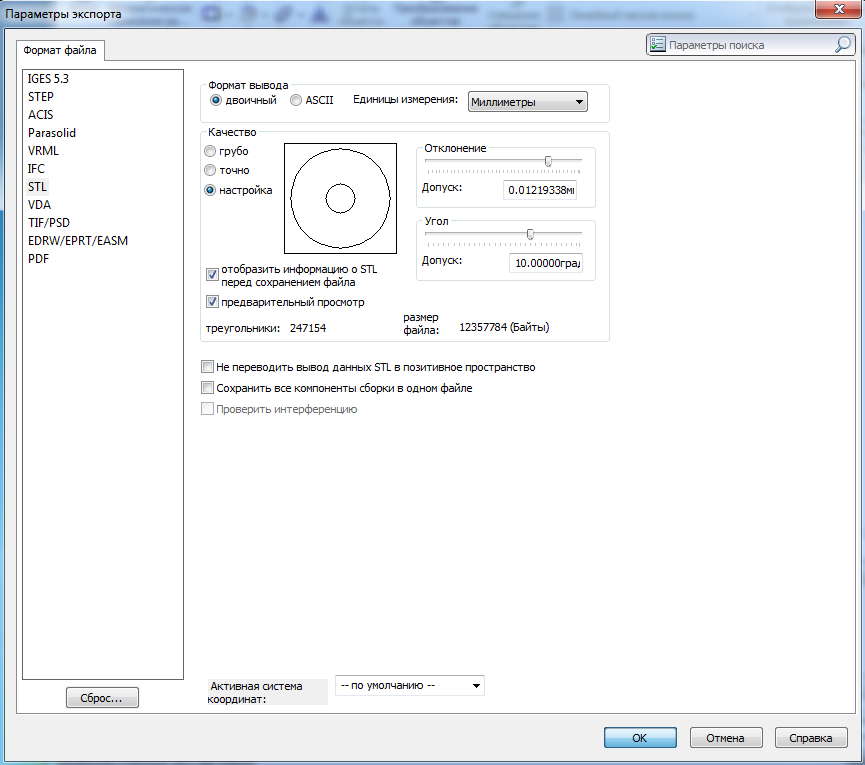
Теперь рассмотрим экспорт модели в STL или VRML формат. Сначала проходите аналогичный путь: "Файл" – "Сохранить как". Далее выбирайте формат, папку и имя. При выборе типа расширения, в нижней части открытого окна появляется кнопка "Параметры".
В окне, появившемся после нажатия кнопки, слева в поле "Формат вывода" выберите версию VRML97 и желаемые единицы измерения.
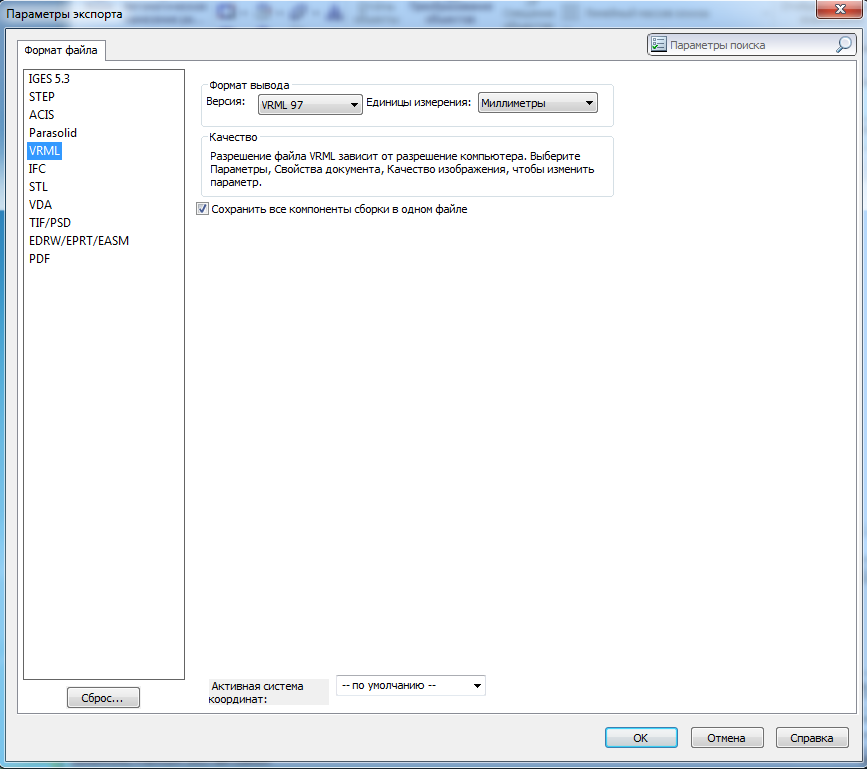
Обратите внимание на поле с названием "Качество". Это поле означает, что при сохранении файла в формате VRML, качество поверхности или, точнее, количество полигонов, из которых она состоит, будет напрямую зависеть от качества отображения модели на экране программы. Поэтому перед сохранением хорошо было бы повысить качество отображения модели. Для этого следует перейти по вкладке "Инструменты" – "Параметры" – "Свойства документа" – "Качество изображения". Однако, учитывайте, что делать качество максимальным не рекомендуется, так как файл модели станет "тяжелым" и будет очень долго загружаться
Сохранение может занять достаточно длительное время (до 5 минут). Это зависит от параметров модели и качества её отображения.
Аналогичным способом происходит конвертация в STL формат. Разница состоит в том, что настройка отображения сохраняемой модели осуществляется в окне "Параметры экспорта".
- Какой браузер выбрать?
-
Для корректной работы online мастера 3D моделей необходимо, чтобы браузер, который Вы используете, поддерживал технологии WebGL. В этом разделе вы узнаете, какие браузеры используют данный стандарт, где их можно загрузить, а также как активировать работу WebGL.
Итак:
Google Chrome — WebGL включён по умолчанию во всех версиях, начиная с 9. Мы настоятельно рекомендуем использовать данный вид браузера для работы с сайтом.
Mozilla Firefox — WebGL был включён во все платформы, у которых есть нужная графическая карта с актуальными драйверами, начиная с версии 4.0.
Если ваш браузер не отображает 3D изображение, вы можете включить WebGL вручную. Однако, будьте внимательны, данное действие может привести к непредсказуемым последствиям. До того как принимать решение, мы советуем проверить наличие более поздних версий драйверов для вашей видеокарты.
Для активации WebGL необходимо выполнить следующие действия:
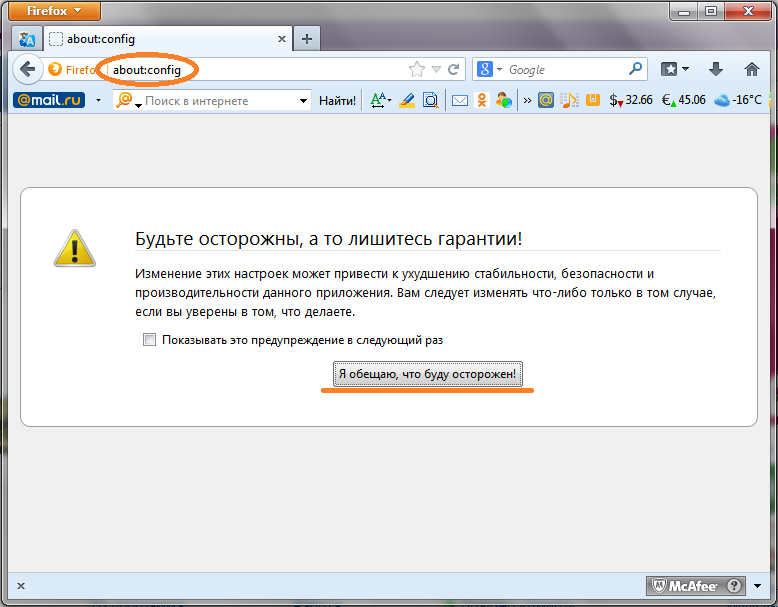
В адресной строке введите: "about:config" , у вас отобразиться страница содержащая текст с предупреждением.
Внимательно прочтите текст и нажмите кнопку "Я обещаю, что буду осторожен".
В строке поиска введите «WebGL»,после этого в окне браузера отобразится список настроек.
Выберите настройку webgl.force_enabled и установите для нее значение "true" (дважды кликните по ней).
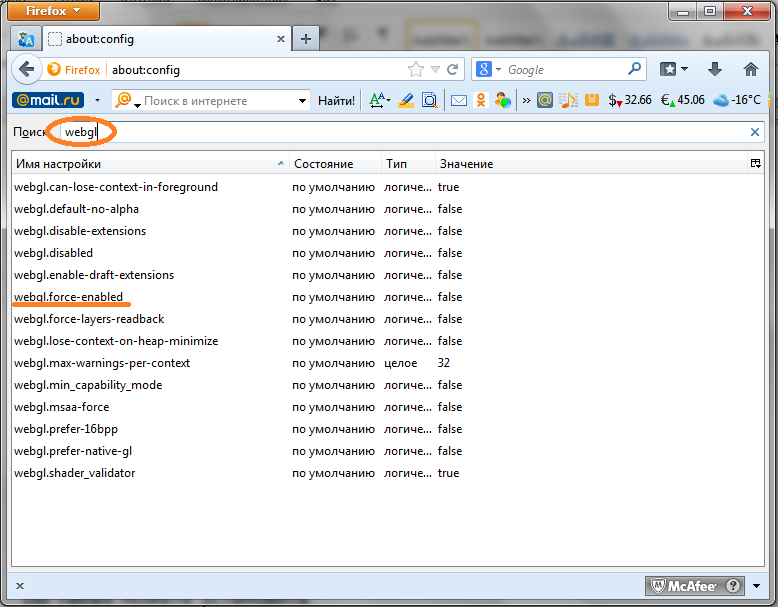
Перезапустите браузер и можете приступать к работе.
Opera — WebGL реализован во всех версиях Opera начиная с 12.00 (но в некоторых функция отключена по умолчанию).
Internet Explorer — Обратите внимание, что поддержка WebGL осуществляется только в IE 11.
Safari — поддерживает WebGL только на Mac, где есть Snow Leopard (OS X 10.6), но поддержка отключена по умолчанию.
Если вы используете Safari, вам необходимо:
- Убедиться, что вы используете, по крайней мере 4 версию Safari
- Запуcтить терминал (consol)
- Ввести в командной строке defaults write com.apple.Safari WebKitWebGLEnabled -bool YES
- Перезапустите браузер
Можете выбрать другой путь:
- В меню выберите "Develop" - "Enable WebGL"
- Если в меню отсутствует раздел "Develop", то его надо подключить, выбрав опцию "Preferences" - "Advanced" - "Show Develop menu in menu bar"
- Перезапустите браузер.
Надеемся, что эта информация будет для вас полезной и сделает работу с online мастером 3D моделей легкой и приятной.